
氰化物怎么提取(提取回收氰化物处理技术)
1、试验部分
1.1 仪器及药剂
UV-1700紫外分光光度计;5B-1型COD快速测定仪;DELTA320pH计;AA6300原子吸收分光光度计;IC1000离子色谱仪;化学滴定装置;3R-O小型反应器;DA5001型空气压缩机。
实验室用分析纯浓硫酸、氧化钙和NaOH。
1.2 废水性质
取某染料公司产生的印染废水进行化学成分分析,结果见表1。
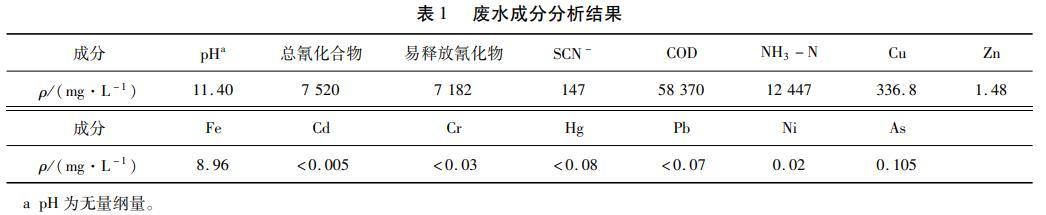
由表1可知,该印染废水中氰化物、COD、氨氮及重金属铜质量浓度都很高,其中总氰化合物质量浓度高达7520mg/L,易释放氰化物质量浓度达7182mg/L,废水中氰化物有95%以上以易释放氰化物形态存在。氰化物具有回收再利用的价值,且适合采用3R-O净化回收技术进行回收。
1.3 试验方法
3R-O净化回收试验主要是在酸性条件下,采用长春黄金研究院有限公司自主研发的四维负压吹脱反应装置进行吹脱,产生的高浓度氰化氢气体闭路循环吸收,生成的氰化钠溶液返回该染料公司前段生产工艺流程中继续使用,处理后废水中的总氰化合物质量浓度较低,中和至pH值8.0左右,进入后续深度处理工序。
2、结果与讨论影响
3R-O净化回收效率的因素主要有pH、气液比、反应时间,试验主要对这3个因素进行考察,得出最佳条件。
2.1 浓硫酸用量
3R-O净化回收试验一般在酸性条件下进行,试验考察了不同浓硫酸投加量与剩余氰化物质量浓度的关系,结果见图1。
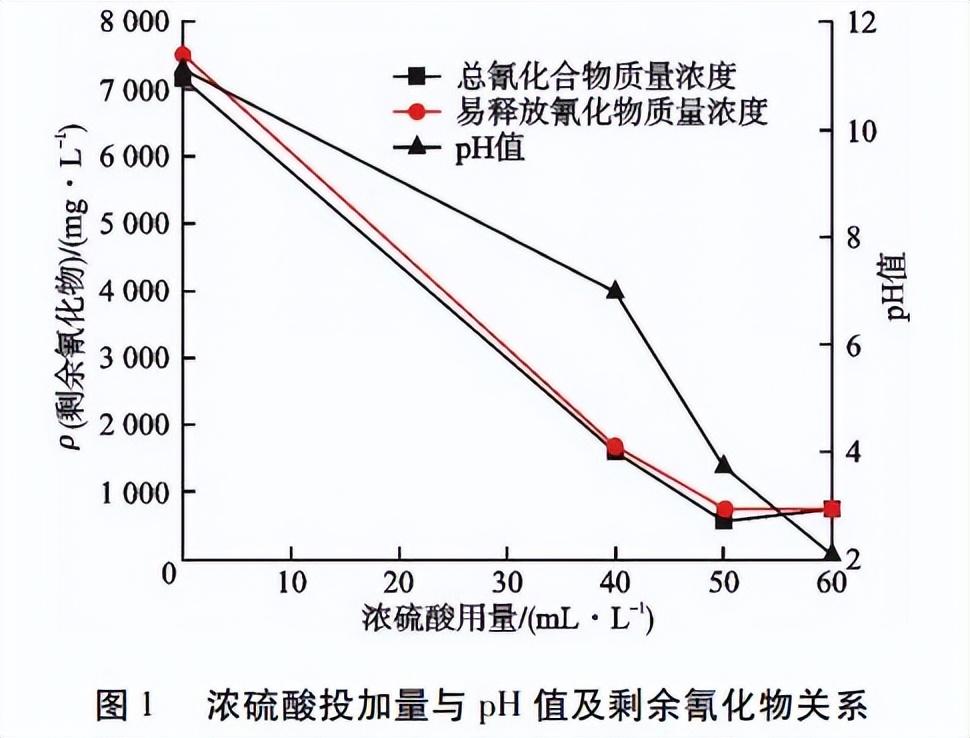
由图1可知,浓硫酸用量为60mL/L时,废水中剩余氰化物质量浓度较低,pH值约为2,符合3R-O净化回收反应的要求。综合考虑,确定浓硫酸用量为60mL/L。
印染废水中含有溴、有机胺等物质,加入浓硫酸时,会有白色烟雾产生,浓硫酸的消耗量较大;产生的烟雾利用氢氧化钠溶液吸收,因此也会消耗大量的氢氧化钠溶液。
2.2 气液比
试验分别考察了气液比为100∶1、200∶1、300∶1时,处理后废水中剩余氰化物质量浓度变化,结果见图2。
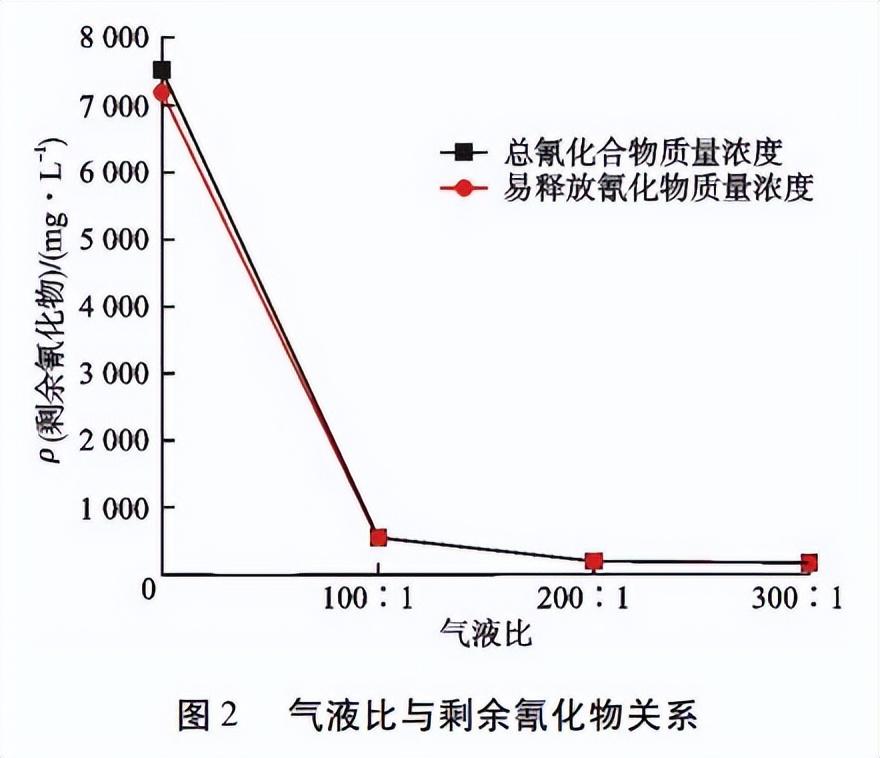
由图2可知:随着气液比的增大,废水中剩余氰化物质量浓度逐渐降低。当气液比为200∶1时,反应后废水中剩余总氰化合物质量浓度为209.5mg/L,取得了较好的酸化吹脱处理效果;继续增加气液比,剩余总氰化合物质量浓度变化不大。综合考虑实际运行处理效果及运行成本,确定气液比为200∶1。
2.3 反应时间
试验分别考察了反应时间为1h、2h、3h和4h时,处理后废水中剩余氰化物质量浓度变化,结果见图3。
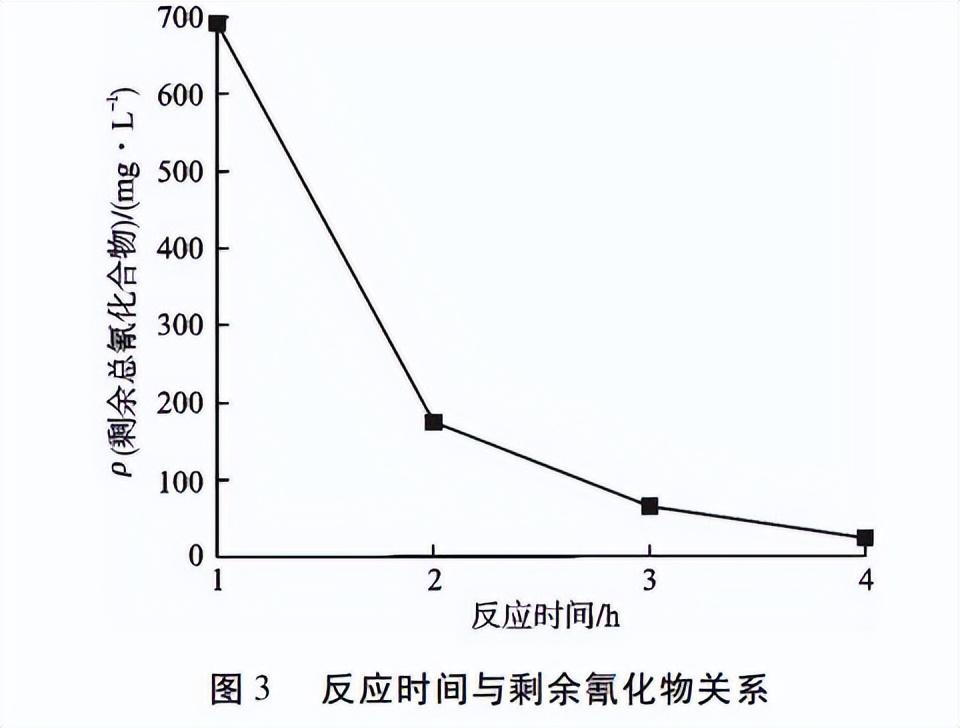
由图3可知:反应时间为1h和2h时,均不能将废水中剩余总氰化合物质量浓度降至100mg/L以下;反应时间延长至3h时,剩余总氰化合物质量浓度可降至100mg/L以下;反应时间延长至4h时,剩余总氰化合物质量浓度可降至50mg/L以下。根据试验结果并结合工程经验,确定3R-O净化回收反应时间为4h。
通过以上条件试验,最终确定3R-O净化回收试验的最佳条件为浓硫酸60mL/L(pH值为2)、气液比200∶1、反应时间4h。
2.4 综合验证试验
根据试验确定的最佳条件参数进行综合验证试验,结果见表2。
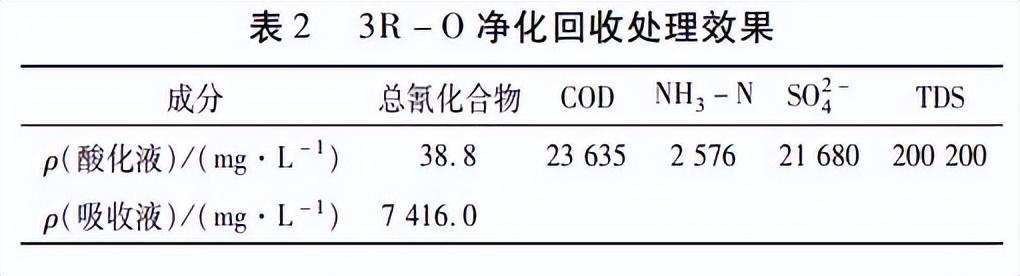
由表2可知,综合验证试验重复效果较好,处理后的废水中总氰化合物质量浓度低于50mg/L,氰化物去除率高于97.5%;氰化物回收率可达到99.1%。
2.5 中和试验
利用氧化钙作为中和剂,对3R-O净化回收反应后的酸化液进行中和,调节pH值至8.5,对产生的酸化液、中和液,以及酸化渣(产量7.87g/L)、中和渣(产量15.60g/L)进行化学成分分析,结果分别见表3、表4。
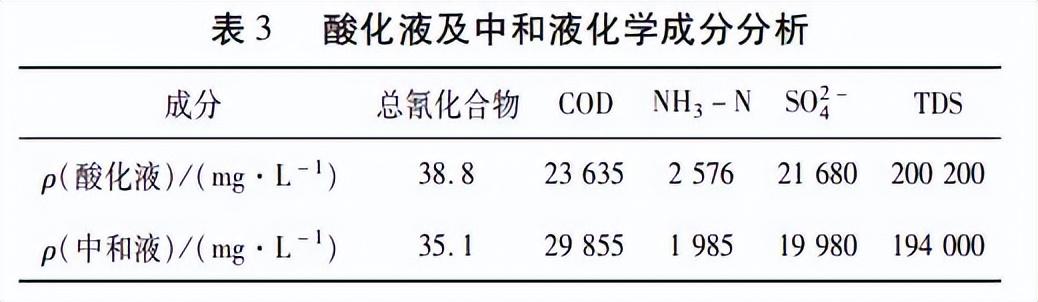
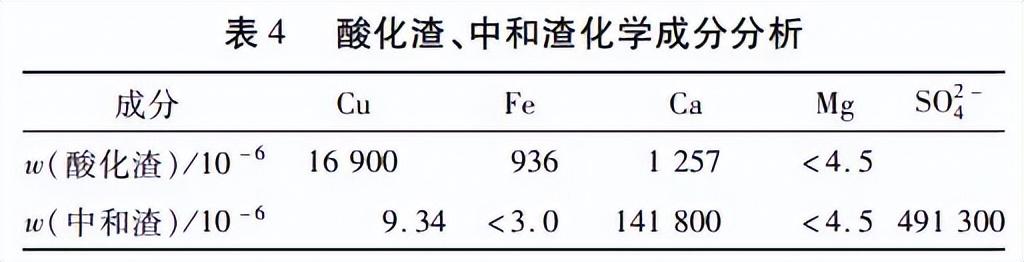
由表3可知,中和液中总氰化合物质量浓度与酸化液基本一致。由表4可知:酸化渣中Cu质量分数为1.69%,回收难度大,因此3R-O净化回收处理后无需过滤,直接进行中和处理。中和渣中主要成分为Ca、SO2-4等,基本无回收利用价值。
2.6 沉降试验
中和过程中加入大量的氧化钙,需要再次进行过滤。为考察中和渣的沉降性能,进行了中和渣沉降试验,沉降效果见图4。
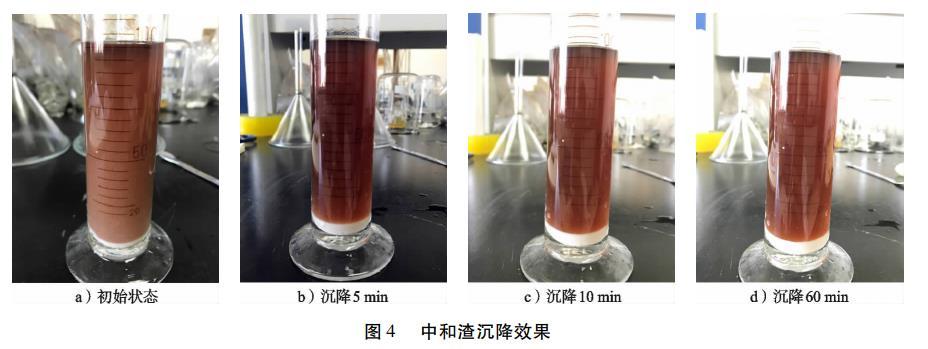
由图4可知,沉降反应5min,沉降率即可达90%,中和渣沉降效果较好。
2.7 经济效益分析
本文仅对试验条件进行了考察,成本分析中仅对药剂成本进行分析计算。药剂价格大部分为企业提供,部分为市场调研,成本计算结果见表5。

由表5可知,3R-O净化回收试验的药剂成本为82.77元/m3。
3R-O净化回收试验氰化钠回收量为13.95kg/m3,其市场价格为9.00元/kg,产生的效益为125.55元/m3。不计人工和电费等其他成本,3R-O净化回收技术处理印染废水获得的利润为42.78元/m3,具有较好的经济效益。
3、结论
1)3R-O净化回收试验最佳条件为浓硫酸用量60mL/L、气液比200∶1、反应时间4h。
2)3R-O净化回收技术成功应用于某印染废水中极高质量浓度氰化物的回收利用,处理后的废水中总氰化合物质量浓度低于50mg/L,氰化物去除率高于97.5%;氰化物回收率达99.1%。
3)3R-O净化回收技术处理某印染废水的药剂成本为82.77元/m3,回收氰化物产生的效益为125.55元/m3。不计人工和电费等其他成本,3R-O净化回收技术处理印染废水产生的利润为42.78元/m3,经济效益十分显著。



